全自动电脑剥线折弯机说明书1142
发表时间:2019-10-17 13:43 一、外形结构简图及主要部件名称如下
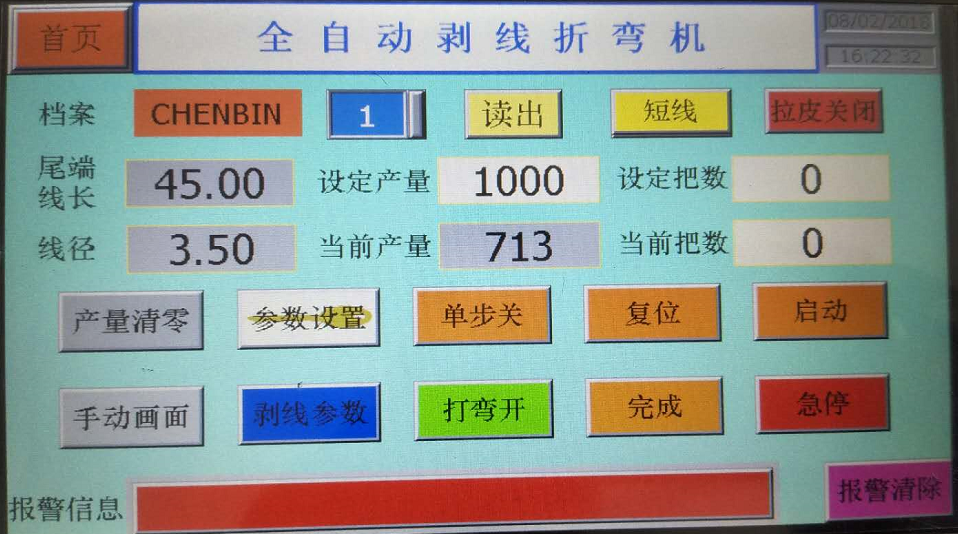
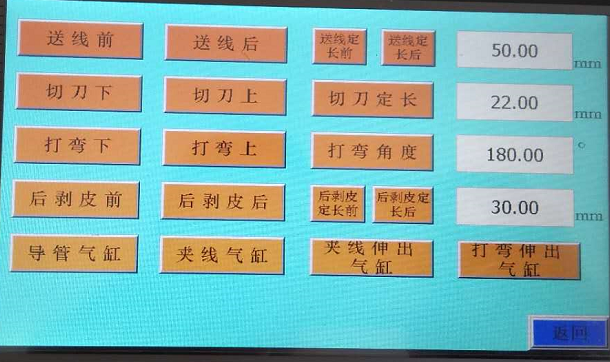
功能介绍 1、电源开关:电源总开关; 2、启动按钮:设备运行按钮; 3、完成按钮:设备运行过程中,完成单根线材后停止; 4、7寸触摸屏:功能设置; 5、进线轮气动按钮:按钮下压线轮抬起,按钮上压线轮压下; 6、进线轮:输送线材; 7、导管及导管座:过线用的导管及后剥让位作用; 8、刀架:切线及剥线功能; 9、折弯线夹:后剥移动线夹及折弯支架; 10、折弯杆:折弯角度在段数界面任意可调; 11、整直器:使线材拉直; 进入系统 如图一 短线拉皮开启:总线长在200mm以内可实现前剥后剥,总线长大于200mm线皮的阻力大,会出现拉皮不准现象。建议总线长200m以内用拉皮开启。 短线拉皮关闭:不管折弯总线长多长,线头全剥,线尾在设置尾剥位置把外皮切断,尾端线皮需用手轻轻扭掉即可。 设定产量:此处不能为“0”,最大为9999.当前产量跟设定产量相同,设备会报警,需重新设置设定产量或清零当前产量; 设定把数:内值参数100条为一把,此参数不能设为0,当前把数跟设定把数相同,设备会报警,需重新设置设定把数或修改当前把数; :清零当前产量; 4、 机械内部各部位单步动作按键; 如图二
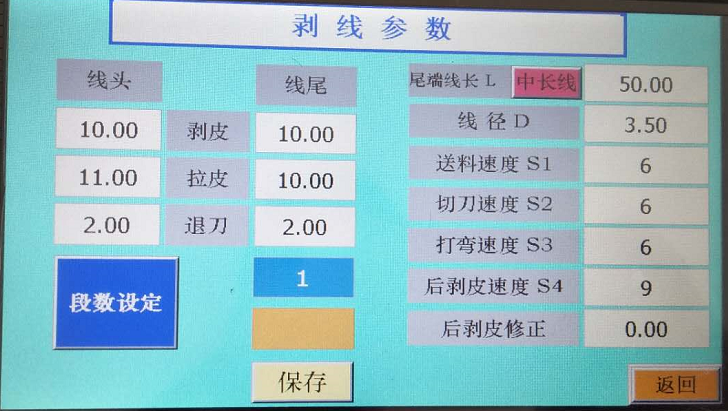
5、:厂家原始数据,进入需厂家密码; 6、:点开剥线参数,进入以下画面; 如图三
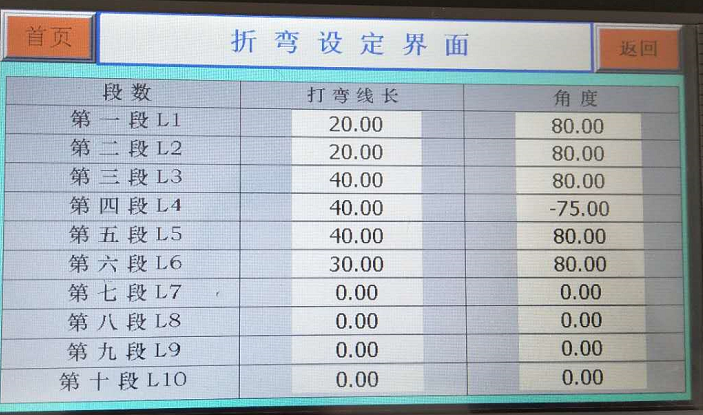
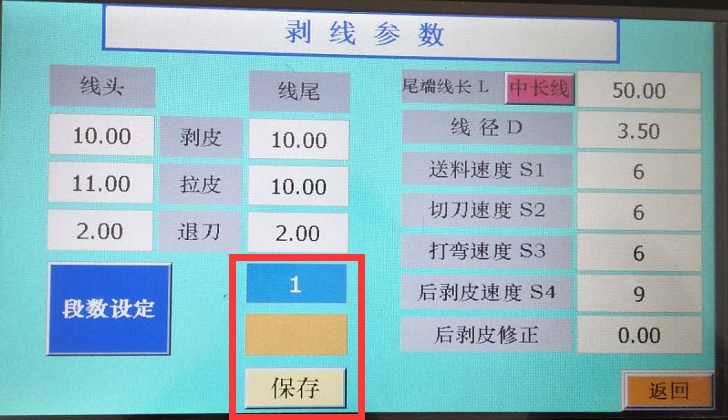
a)尾端线长:指线材折弯最后一端的长度; <50mm内为短线模式 ≥50mm小于68mm内为长线模式 ≥68mm以上为长线模式 系统会根据您设置尾端线长的长度自动切换短、中、长线模式 b)线径:是指线材内芯的直径,线材越大需设置的线径值相应也变大; c)线头线尾:指芯线剥皮长度,尾端最大夹线剥皮为30mm,线头不限; 拉皮:指芯线剥完的长度,大于剥皮长度为全剥,小于剥皮 长度为半剥,如线材外皮有弹性,拉皮长度需大于剥皮长度 1至2毫米。如剥皮长度10mm,拉皮长度最好设为12mm。 退刀:退刀指刀具切破线皮之后,刀片退到一定的位置后再剥 开线皮,一般线皮薄的参数设置小,线皮厚的参数设置大。此数据 一般稍微大一点好,防止刀片刮到铜丝损坏刀片。参考值1至2mm 4、速度:速度1-10为可调,数值越大速度越快。 (注意特别是切刀速度,大线不能太快,快了线材切不断造成机器丢步无法正常工作。16平方或25平方所有速度参数都需减半) 5、段数设定: 段数:第一段折弯线长可直接输入单位为毫米,40毫米长则输入40即可。角度为折弯的度数,角度参数越大,折弯度数越大。正数角度为向下折弯,负数角度为往上折弯。有多少段就设置多少段。 (注意:不需要后面的数据全部要清零,直到十段为0.00) 如图四
6、保存:所有参数设定好以后,选择相应产品代号再按保存键,参数则保存在自行设置的产品代号内。 7、读取:选择相应的产品代号按读取。 如图五
单步关:单步开指按一次启动按键,设备走一个动作,再按一次再走下一个动作,以此内退。值到一根线材运行完成。 打弯开:如需打弯则开,无需打弯则关,无需打弯可剥直线。 复位:启动设备前都必须先复位(指设备每个动作回到原点)再按启动键。 完成:在设备运行过程中,做完单根线材后停止。设备回到待机状态。 启动:设备运行按键。 急停:紧急停止。 |