端子机模具调试方法介绍,深圳市巨力机电&深圳巨力兄弟926
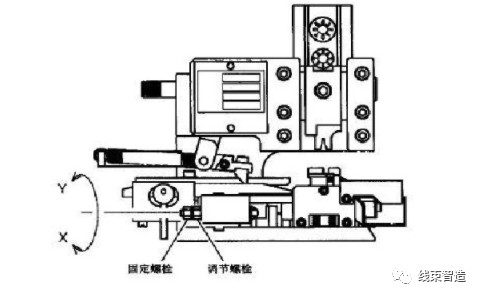
发表时间:2019-07-10 18:11 端子机模具调试方法介绍 1、电线夹的强度调整 (1)请拧松固定螺栓; (2)通过拧动调节螺栓调整电线夹的强度;
(3)请用固定螺栓锁定调节螺栓并进行固定。
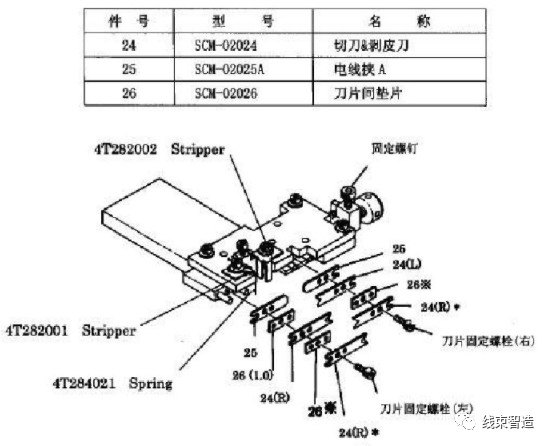
注意: 当在压接端子后切断刀退回时,如果在发出(啪)的声音的同时切断刀急速退回,说明夹力太强,请重新调整电线夹强度。 如果在发出声音的状态下长时间使用会造成切断刀的破损。 2、刀片的安装确认 (1)请确认各个刀片是否按照正确的次序进行安装
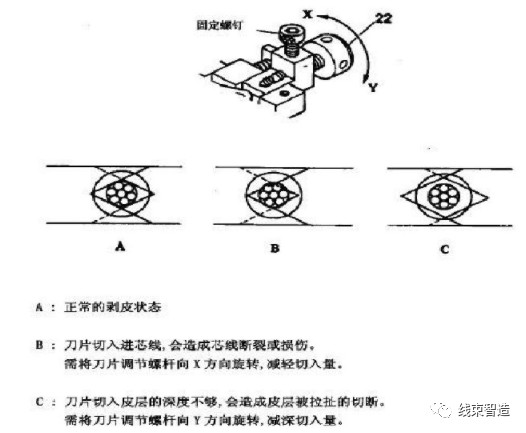
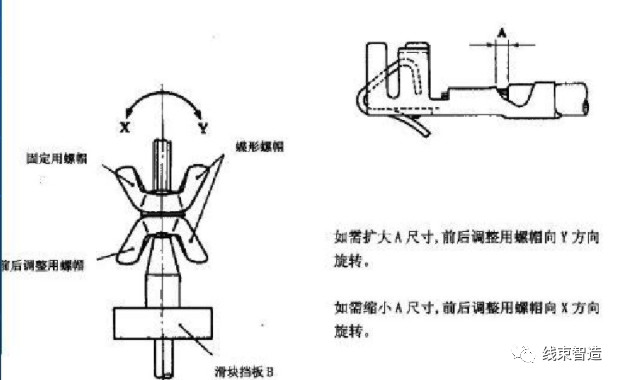
参考: 1、26号刀片间垫片,请在每要改变剥皮长度时进行交换; 请放入扳厚(剥皮长度)为-1.0mm的垫片; 24号剥皮刀片,请根据所加工电线的粗细进行设定。 2、刀片固定螺栓的长度应是以下长度: 刀片固定螺栓(右):剥皮长度+6mm; 刀片固定螺栓(左):刀片固定螺栓(右)+2mm。 注意: 1.在对皮层外径较大的电线进行剥皮时,请拆卸25号电线夹; 2.切刀和剥皮刀的组合,根据电线的种类或尺寸会有不同,具体情况,请咨询营销人员。 (2)刀片切入量的调整 请在拧松固定螺钉后,通过旋转刀片调节螺杆,调节刀片的切入量: X方向旋转:切入量变浅; Y方向旋转:切入量变深。
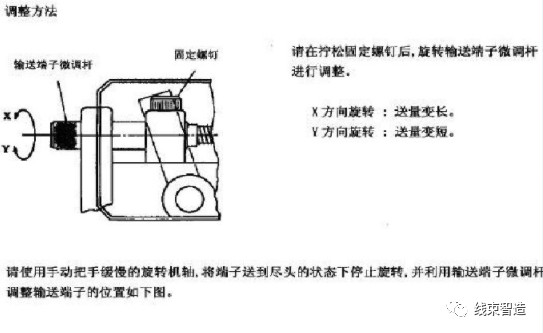
3、送端子位置调整 (1)请使用手动把手旋转剥皮部的凸轮轴,使滑块处于最大限度后退的状态; (2)请使用手动把手旋转端子机的机轴,确认端子是否送至正常位置; (3)如果送端子的位置不恰当,请通过调整压具的轴送端子微调杆调整输送端子的位置。 请使用手动把手缓慢的旋转机轴,将端子送到尽头的状态下停止旋转,并利用输送端子微调杆调整输送端子的位置如下图:
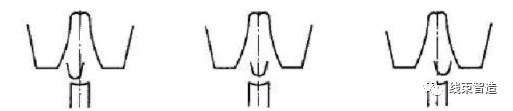
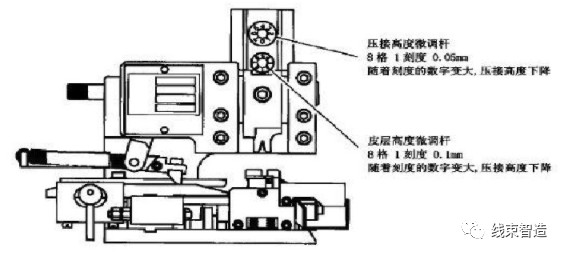
4、压接高度调整 (1)请使用手动把手旋转剥皮部的凸轮轴,使滑块处于最大限度后退的状态; (2)请将端子送至过压接位置一格的位置; (3)使用手动把手旋转端子机的机轴进行端子的压接。如没有达到适合的压接高度时,请拧松端子机证明的2个冲头安装板固定螺丝,使用配套零件的调节棒,边观察端子压接高度边降低冲头杆,大致的调整压接高度; 虽然在设计上,冲头杆上附着的刻度呈一个刻度的旋转可以升降0.1mm,但是请只是将其作为参考。 (4)请左右均等的固定端子机冲头的2个冲头安装板固定螺丝; (5)请利用压接高度微调杆和皮层高度微调杆,对压接高度进行微调。
注意: 防止压具的刀片和砧板直接碰撞; 需调整冲头杆时,请务必在上死点的条件下进行。 5、剥皮位置调整 (1)打开剥皮部背面的外罩,内有2个带有蝶形螺帽的螺栓; (2)请完全拧松外侧的固定用蝶形螺帽; (3)通过前后调整蝶形螺帽可使滑块整体前后移动,从而剥皮位置发生变化; (4)调整剥皮位置后,请用固定蝶形螺帽牢靠的对前后调整蝶形螺帽进行固定。
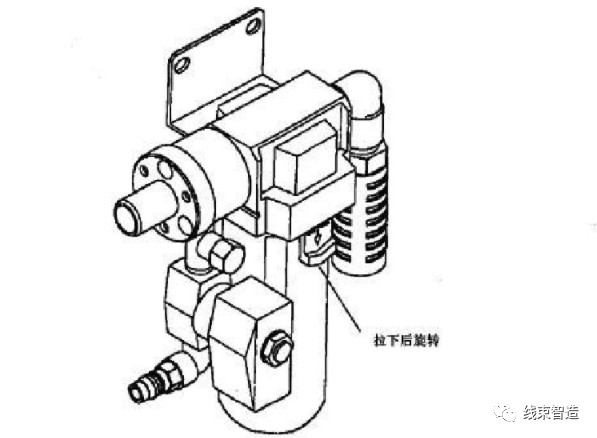
6、清除剥皮屑 请将过滤器的锁扣拉下,旋转过滤器至下部容器和上部的2根刻印线相吻合后,将下部容器拔下。
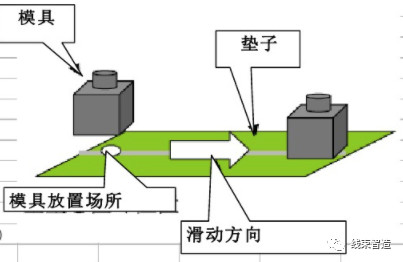
端子压榨的模具下部,端子碎渣会粘在上面,如果不去清除的话,模具会倾斜或由于模具的破损导致制品不良的发生。 (1)模具放到垫子上面或取下时垫子位置不能变动,为了防止可用两面胶将其固定; (2)模具放在垫子开孔处; (3)将模具放在垫子上时,在垫子上表面滑动放置就可以取出,取出时往上面放模具时也要滑动取出。
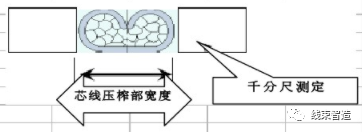
注意:垫子有空圆圈的方向开始,向反方向逆转90度,就是滑动取下的方向。 预防端子模具由于磨损,变形等不确定关联引起的不良; 作业开始前的点检使用千分尺对芯线压榨部宽度的测定。
加强对芯线压榨部宽度的确认以后能防止不注意时产生的不良。 压榨方法的测定按照现有的管理实施
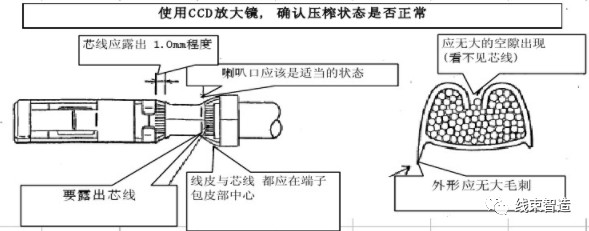
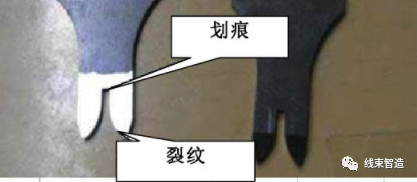
端子刀片使用20万次后的管理办法: 取下刀片,用CCD确认刀面或刀口等有无划伤裂纹;这时抹布或者气枪使用将端子压榨后发生的碎末等清除。
将CCD检查的结果记录在端子模具点检表上,如无问题会继续使用10万次再用CCD确认,如果有划痕或裂痕就更换新的刀片。 7、端子模具的维护 防止生锈定期的将防锈油涂抹在端子模具全身,将主体与轴承连接部以及轴承的脏污清扫后,擦拭少量大黄油。
|