全自动电脑剥线机使用说明438
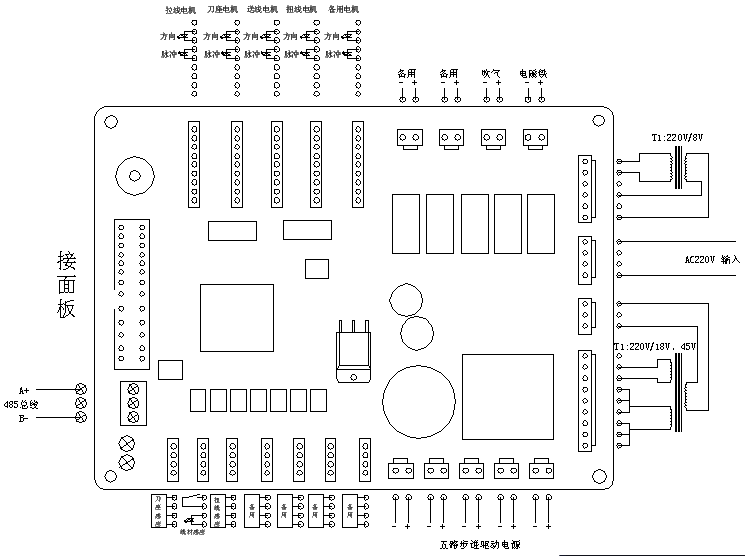
发表时间:2019-06-15 14:58 本系统特点 深圳巨力电脑剥线机330采用最新的32位Cortex-M3内核处理器,运行速度为单周期72M; 5路高达100K的脉冲输出,脉冲型式为“脉冲+方向”、集电极开路输出; 7路高速输入点!响应时间小于2uS; 4路集电集开路输出,输出电流5A; 板上集成了标准的RS485通信接口,并配有Modbus RTU通信协议,可以方便的与各种品牌的触摸屏通信,通信数据格式为38400、8、n、1; 板上已配置步进驱动器的驱动电源整流电路,可为驱动器提供15A驱动电流,使机器的电路配线更简单;机器在停机状态下该整流电路停止输出;可以在不断电的情况下调整机械部分; 配有大容量存储器,可以同时保存100组参数,方便操作者操作; 电气连接说明
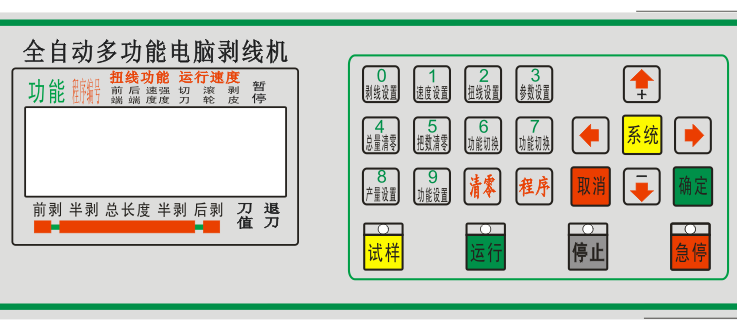
备注: 变压器T1推荐规格为220V/7.5V 10W; 变压器T2推荐规格为220V/18V、45V 电机驱动信号为脉冲+方向,最高输出频率为100K,无需加限流电阻; 使用485通信总线,应保证同一条总线上不应超过32台从机! 改变任何接线时应关闭电源,以防触电; 二、操作说明 控制面板图
本系统的操作介面由23只按键和一块192x64点阵的液晶显示屏组成,以下将介绍每个按键的功能:
工作画面: 机器上电后,屏幕显示开机画面,约三秒后将显示本画面;机器开始运行时,屏幕一定在的这个画面上;否则,机器无法启动;
剥线参数设置:机器待机时(没有裁线),按下 参数设置中;按 剥线速度设置:机器待机时(没有裁线),按下 参数设置中;按 产量设置: 机器待机时(没有裁线),按下 参数设置中;按 扭线设置: 机器待机时(没有裁线),按下 程序编号设置:机器待机时(没有裁线),按下 工作模式切换: 机器待机时(没有裁线),按下 工作模式说明: 本机为多功能裁线机,共设为6种裁线剥皮程序,以下分别图片方式说明: 长线模式:
该模式与传统220裁线机功能一致,可安装扭线装置以增加扭线功能,线材长度关系如下图,只需按上面介绍的方法输入所需的尺寸即可,该模式下
短线模式:
该模式调机方式与长线基本相同,只是机器的剥线动作不一样;并且没有扭线功能;该模式下 排线模式:
该模式调机方式与长线基本相同,只是机器在送线时多了一个分线动作;并且没有扭线功能;该模式下按
按下 多段模式:
本模式没有扭线功能;按
在非参数设置状态下,按 按下 说明:在多段模式下,线材总长度等于每段长度之和再加上前端长度,程序已经自动计算好并反白显示,所以设置总长度、后端长度全部无任何意义;后端长度即为最后一端的长度!也无需设置,当需要的段长度全部设置完成后,下一段设为0即可! 护套模式:
本模式没有扭线功能;按
按下 说明:在护套模式下,程序先第一次剥皮,后第二次剥皮,再第三次剥皮,所以每一次剥皮的长度与刀值可以任意调整,即可以第一次剥外皮,第二次剥芯线;也可以第一次剥芯线,第二次剥外皮;第一次剥皮的刀值前后端一样,第二次、第三次的刀值前后单独调整;如果前端只要剥两层,只要将任何一次的长度调为零就可以!每一次的剥皮长度等于线头到切口的长度; 高速模式:
该模式调机方式与长线基本相同,只是剥线时该模式需要三组刀才能裁线;且没有扭线功能;该模式下按
该设置好前后端刀距和切断刀值后,就可以象长线一样直接输入长度即可; 功能设置画面: 在待机状态下,按下
参数设置:按下 系统设置画面: 待机状态下按下
参数设置:按下 剥线设置注意事项: 设数剥线参数时,总长度一定要大于前端长度+后端长度;否则工作时机器会失控; 使用通信控制本机时,一定要保证本机在显示工作画面并且非参数设置状态;否则通信控制无效; 使用适当的速度运行; 在工作画面且非参数设置时,可直接按 如果四个运行指示灯闪烁,说明此时的设置参数,不能启动机器; 扭线设置:前扭偏移参数是专为短线扭线功能而设立,意思为当机器剥完前端时,送线到后扭线轮的距离;有时短线可以将刀片装到后扭线轮处,这时可将此参数设小,就可达短线扭线功能;一般长线都是设为32.0,无需更改;短线则根据刀片与扭线轮的实际距离调整;(可以用单步运行方式运行至该步,如果送线超过扭线轮,则可减小该参数,反之可加大; 三、通信协议介绍
本机配有标准的RS485通信功能,用户可以通过上位机(PLC、PC等)直接控制本机;硬件通信规格为38400、8、N、1 以下是本机可接受的命令详细说明: 急停命令:上位机发出三个字节16进制数 01、66、99;其中第一个01是站号,可以有系统设置画面更改,本机成功收到命令后会原样返回收到的三个字节数据,通知上位机本机已收到命令; 停止命令:上位机发出三个字节16进制数 01、77、88;其中第一个01是站号,可以有系统设置画面更改,本机成功收到命令后会原样返回收到的三个字节数据,通知上位机本机已收到命令; 启动命令:上位机发出三个字节16进制数 01、88、77;其中第一个01是站号,可以有系统设置画面更改,本机成功收到命令后会原样返回收到的三个字节数据,通知上位机本机已收到命令; 四、裁线范例 (1)、长线模式
将线材放在置于滚轮中间,凋整滚轮间隙至刚刚接触到线材后再往下调2大格; 设定尺寸: 进入设置模式: 待机状态下按 设定前端剥皮长度: 设置前半剥长度: 设置总长度: 设置后半剥长度: 设置后端长度: 设置刀值:(参考) 设置退刀:(参考) 设置长线模式: 按 按住 (2)、多段剥皮 将线材放在置于滚轮中间,凋整滚轮间隙至刚刚接触到线材后再往下调2大格; 设定尺寸: 进入设置模式: 待机状态下按 设定前端剥皮长度: 退出剥线参数设置: 设置多段模式: 按 进入多段设置: 按 设置第一段留皮长度: 设置第一段剥皮: 设置第二段留皮长度: 设置第二段剥皮: 设置第三段留皮长度: 设置第三段剥皮: 设置第四段为长度: 退回到工作画面: 按住 说明: 如果第三段设为0,则程序认为你只要裁两段,以此类推;如果要剥12段,则将12段的长度全部设置好即可; 在多段剥皮模式下,扭线功能无效; |